
AK Tutorial: IMI Galil Build
(updated 04-09-2020)
Magazine Catch
Using ball bearings to flare the ends of the magazine catch pin.
Barrel
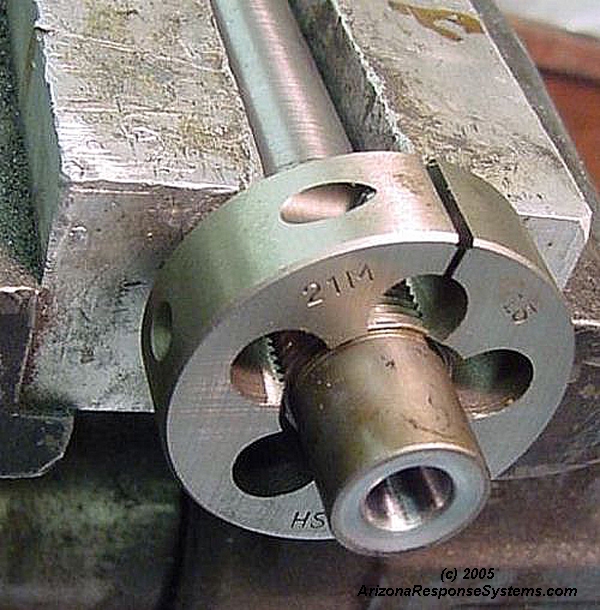
Chasing receiver threads. This is not always necessary, but if the barrel or receiver threads have a burr, it makes screwing it in difficult. 5.56mm NATO thread pitch is M21x1.5, 7.62mm NATO is M25x1.5.
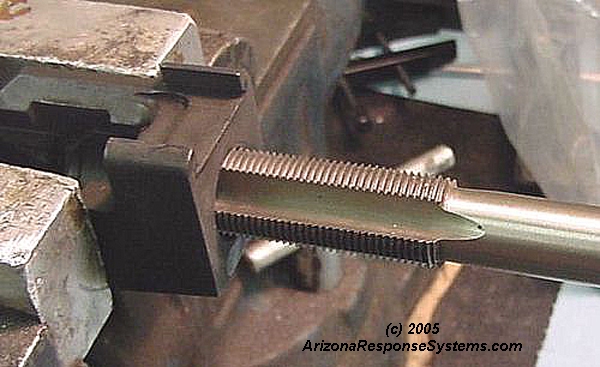
Chasing barrel threads.
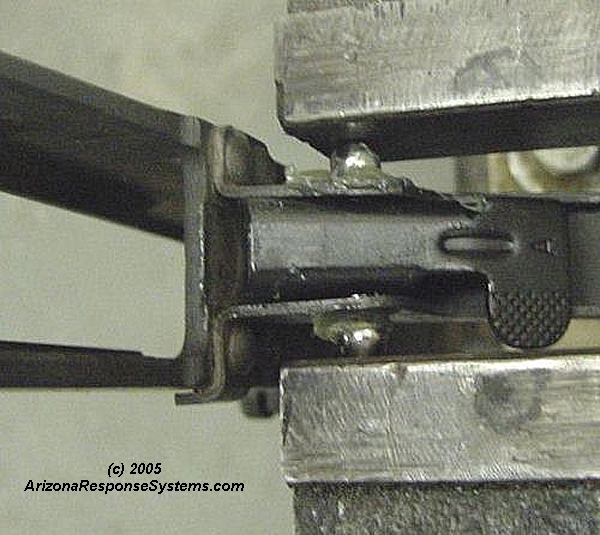
Tightening barrel to receiver. Basing the torque specs on an FN FAL rifle, the target should be 120 ft pounds with a minimum of 60 ft pounds. That means if you try to unscrew it with a 60ft pound torque wrench, it should click before loosening.

Clamping barrel in 20 ton press for barrel torquing.

Marking barrel timing after torquing.
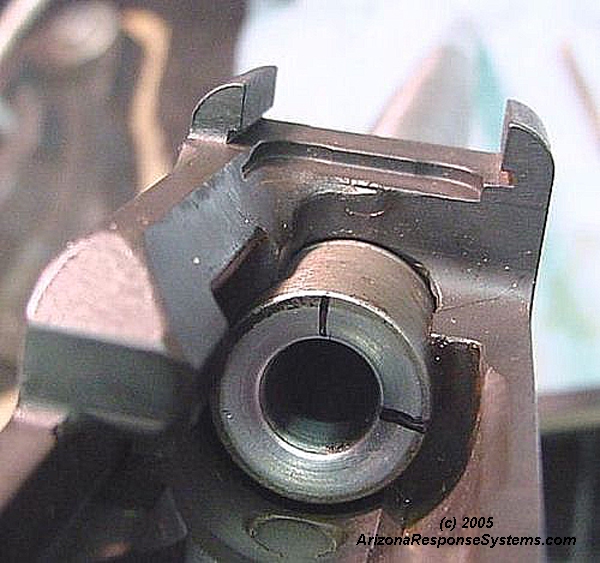
marking extractor relief cut.

marking top dead center on barrel for gas block and front sight installation.
barrel index at hand tight before torquing. Different rifle types allow for different amounts of “crushing” during torquing. While the FN FAL allows for approximately 15 degrees between hand tight and top dead center, the Galil allows for slightly less – approximately 10 degrees, or 11 o’clock.
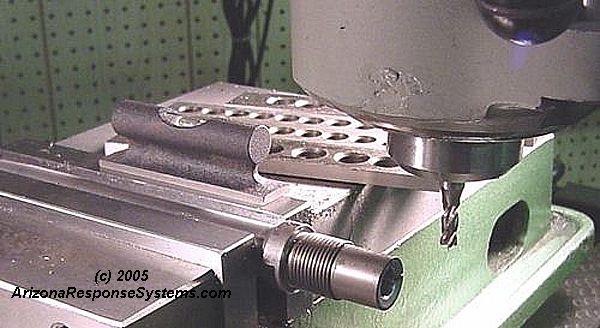
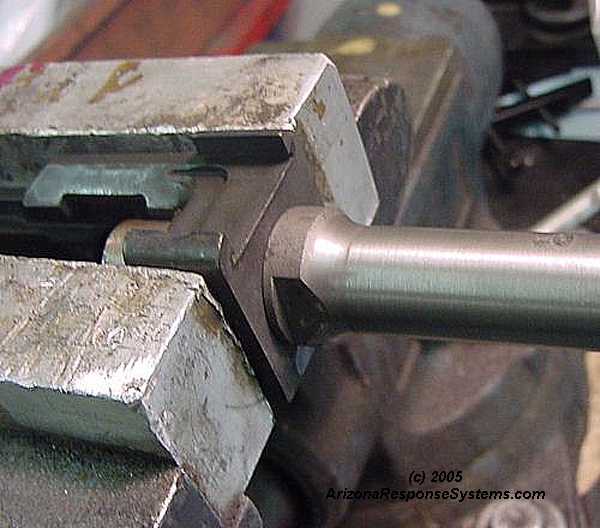
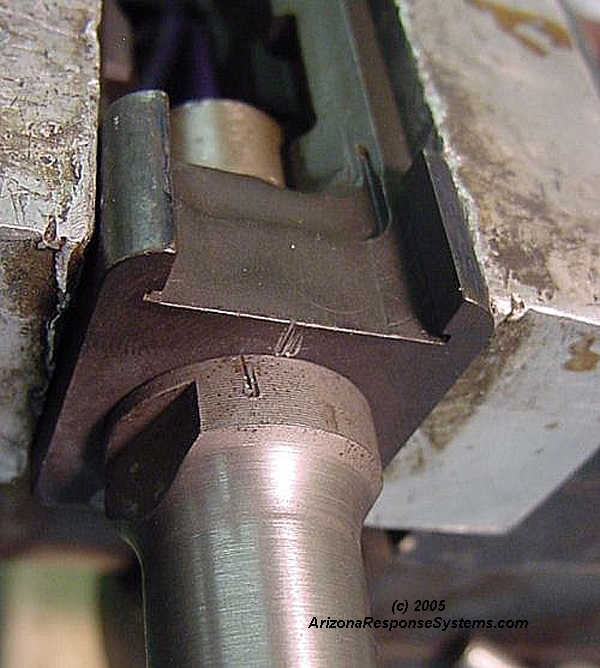
setting up barrel for extractor relief cut.
Making extractor relief cut.

Comparing extractor relief cut to factory barrel.

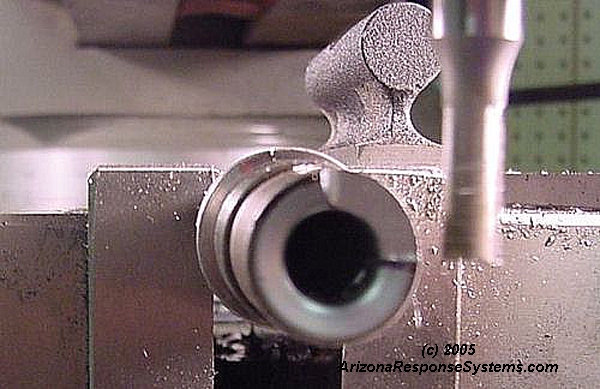
Chamfering extractor relief cut.

Torquing barrel to index mark.
Headspace

.223 Rem GO, NOGO, and FIELD gauges.

checking headspace.

bolt should close and lock on a GO gauge.

bolt should not close on a NOGO gauge.
Handguards
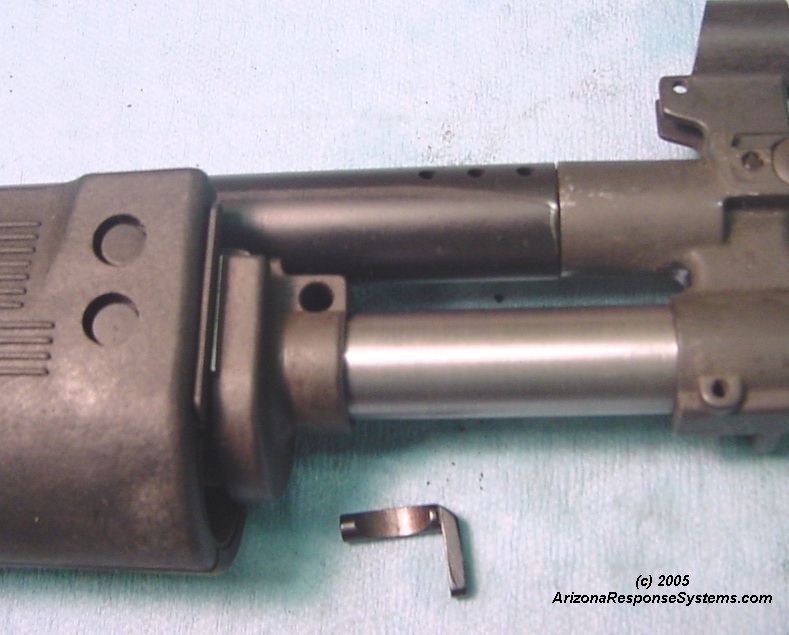
test fitting handguard retainer before installing cam lever.

marking location on barrel for front handguard retainer..

expanding end of handguard retainer cam lever with fixture in place to prevent bending retainer out of round.

Installing front handguard retainer cam lever with fixture removed for viewing.

marking location for handguard retainer camming groove.

cutting handguard retainer camming groove.

test fitting handguard retainer. Camming lever should require moderate pressure to lock into place.

cutting groove deeper at marking with ink to final fit. Use ink or layout fluid to adjust depth.
Gas Block
test fitting gas block and handguards.

marking top dead center (previously scribed in lathe) and hole location from test-fitted gas block.

large gasport ramp and small gas port

measuring depth of outside gas port ramp.

drilling gasport outside ramp.
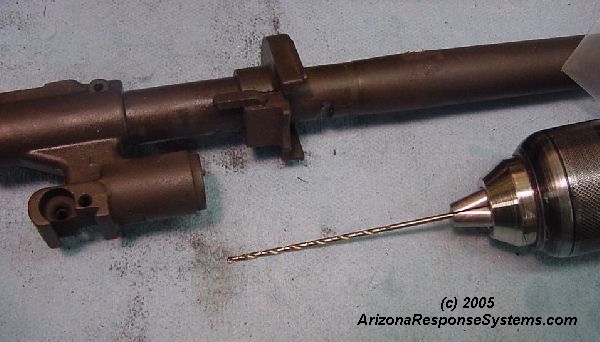
drilling inside gas port through barrel wall. Long bit will self-center to point of ramp.

Soft solder or locktite gas block in place if it is not a super-tight fit. This prevents block from shifting while drilling 2x 3mm holes.

Installing retaining pins.
Fire-Control Group
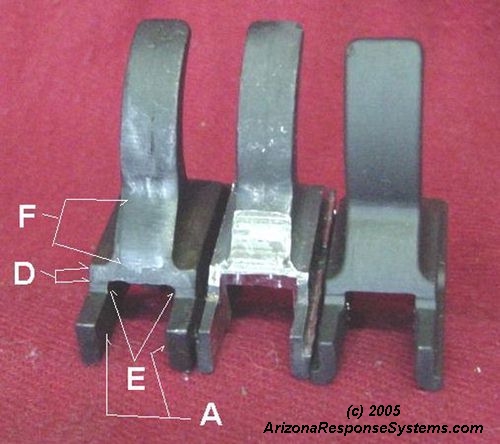
comparison of FSE US-made 2-claw AK trigger parts for conversion to Galil.

comparison of FSE US-made 2-claw AK trigger parts for conversion to Galil.

comparison of FSE US-made 2-claw AK trigger parts for conversion to Galil.
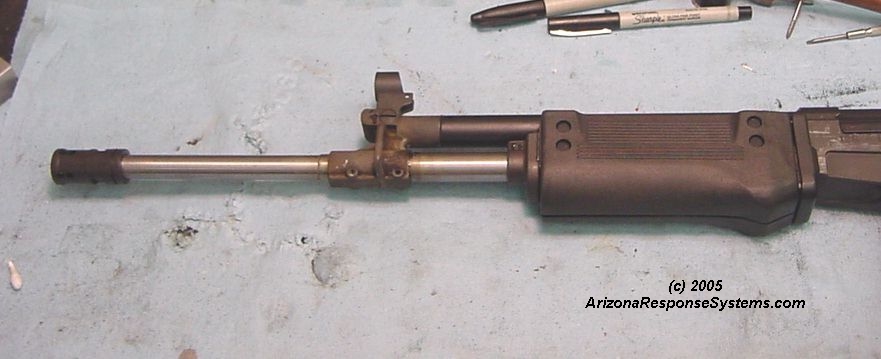
Finished Rifles
Galil AR before refinishing.

Galil ARM complete side view.

Galil AR complete right side view.

Galil AR complete left side view.
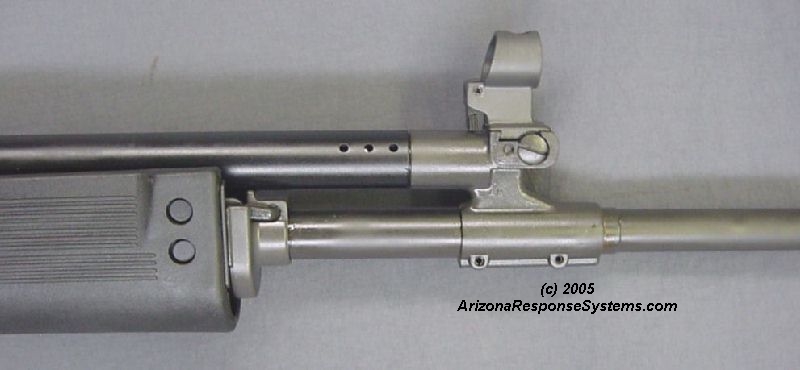
Galil AR barrel assembly view

Galil AR receiver view.

Galil Stock view.

ARS US made Galil brake (also available as a flash suppressor/grenade launcher)

Galil AR handguard view.
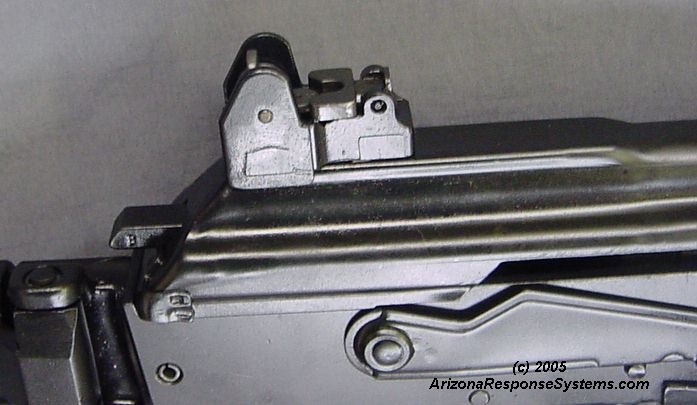
Galil rear sight view
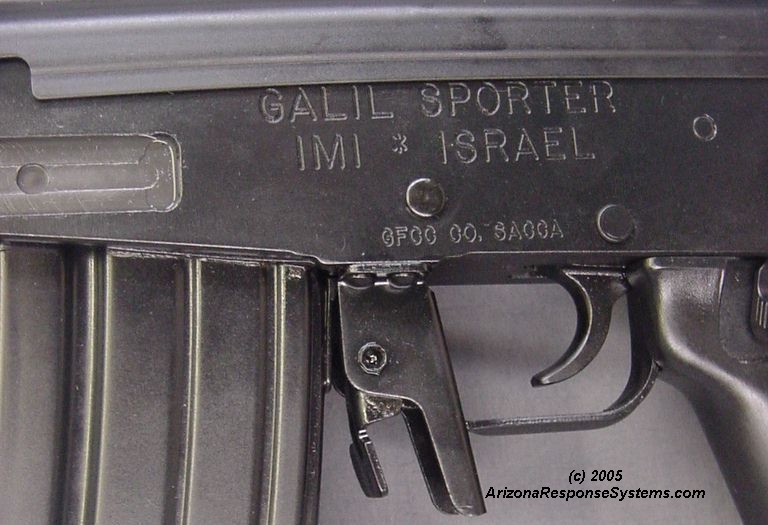
Receiver markings for Galil Sporter Post-1989 receiver.



Leave a Reply
You must be logged in to post a comment.